










Longer Nano Duo
Engrave Like a Master
About Us
With Longer, Make It better























































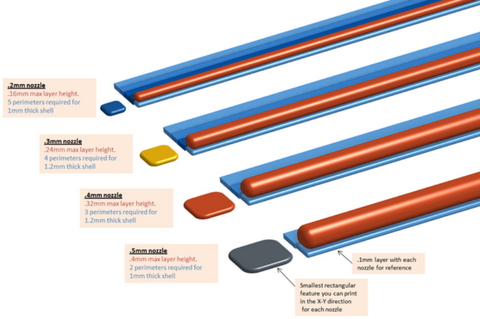
Nozzle Size Comparing

3D printers, including Longer 3D printers, are factory delivered with a 0.4 mm diameter nozzle. This diameter allows to obtain the best printing speed ratio and reproduction of the details, however it is always possible to install nozzle of different diameters according to different needs; examples are the 0.6, 0.8 and 1 mm nozzles.

Depending on the diameter of the nozzle used it is possible to set a different maximum "Layer Height", which is equal to 80% of the diameter of the nozzle: this means that if you mount a 0.4 mm then the layer height can be 0.32 mm, if you mount a 0.8 mm one it can be 0.64 mm, and if the nozzle is 0.2 mm the layer height can be a maximum of 0.16 mm, And so on. Therefore the diameter of the nozzle provides a maximum layer height but does not provide for a minimum height: so with a 0.8 mm nozzle you can print at a Z resolution of 0.05 mm exactly as you would with a 0.4 mm or 0.2 mm nozzle. The minimum resolution and the minimum layer height that you can reach is not given by the nozzle diameter but by the characteristics of the machine set in the firmware.
What inevitably changes according to the diameter of the nozzle is the Extrusion Width; it is the minimum extrusion width of the nozzle which always corresponds to at least the exact diameter of the nozzle. For example, if with a 0.4 mm nozzle the Extrusion Width will be 0.4 mm, with a 0.8 mm nozzle the Extrusion Width will necessarily be 0.8 mm, and therefore the print details smaller than the diameter of the nozzle cannot be realized. A practical example is an empty cube with 1.6 mm wide walls: using a 0.4 mm nozzle 4 walls will be made, while using a 0.8 mm nozzle 2 walls will be made. But if the empty cube has walls 0.5 mm wide, this can be made with a 0.4 mm nozzle but it will be impossible to make it with a 0.8 mm nozzle! So all "horizontal" details with thickness less than the Extrusion Width will always be ignored by the slicer; note that we mean planar resolution, which has nothing to do with the resolution in Z of the layer height.
A direct consequence of using a larger diameter nozzle is that you will surely notice a difference in printing times: with very large nozzles you halve printing times precisely because it is possible to work with much thicker layers. As mentioned above, if you have mounted a 0.4 mm nozzle and want to get a wall of about 1.6 mm, you need 4 loops of 0.4 mm wide; but with a 0.8 mm nozzle we will simply need 2 loops. This means less time it takes the printer to build the same object. Imagine then the filling of our object, how much more resistant will it be since we will use such an abundant extrusion width? The higher the Extrusion Width, the better the fusion between one layer and another.
Another advantage of very large nozzles is the ability to print some more technical materials much more easily, such as materials "loaded" with wood, copper particles or other compounds, as a large nozzle will hardly have clogging problems like a 0.4 nozzle, thus being able to print these materials smoothly. In addition, if you have difficulty printing flexible materials such as TPU / TPE with hardness close to 70 Shore A (therefore quite soft) with 0.4 nozzles, try using 0.8 mm or 1 mm nozzles and you will see what a difference: the prints will no longer freeze but above all you can increase the printing speed because there will be less risk of tangling the material around the knuckle wheel. In general, the more free the material is to flow, the less hitches there will be on the feeder.
So a larger nozzle offers easier, faster and stronger prints. However, although this seems perfect, there are also disadvantages: as mentioned above, precisely because of the Extrusion Width too wide we lose a good part of the details of our print.
Using very large nozzles, the mass of material entering the melting chamber is greater than in smaller nozzles, so it is necessary to increase the temperature of the nozzle as the diameter of the nozzle increases, more or less depending on the printing speeds. If you see that the nozzle extrudes badly or delamine printing once the object is completed then you need to adjust the temperature values; to this end, it is useful to perform a Print Temperature Test as illustrated in a previous article. The flow must also be calibrated again when changing nozzle; also for this reason a previous article is available to consult.
In conclusion, be careful not to mess with Layer Height and Extrusion Width. As reiterated above, you can very well print at Layer Height 0.1 mm or 0.2 mm even with huge nozzle and really wide Extrusion Width; so, if for example you print a model with all the major details of the Extrusion Width, using a Layer Height 0.2 mm you will get but same IDENTICAL print quality both with a 0.4 mm nozzle and with a 0.8 mm / 1 mm nozzle. This definitively refutes the false belief that using large nozzles the print quality must inevitably worsen, as the print quality is closely linked to the Layer Height which does not depend on the diameter of the nozzle.
https://www.longer3d.com/collections/3d-printers-1
- Choosing a selection results in a full page refresh.
Products
Support
Policy
Follow Us
Contact Us
!