










Longer Nano Duo
Engrave Like a Master
About Us
With Longer, Make It better























































BLTouch für LK1 / LK4 / LK4 Pro / LK5 Pro Leveling
Einführung
Dieser Artikel soll dem helfenLängere LK- und LK Pro Serie 3D-Drucker Benutzer, die mit Auto-Bett-Leveling-Sensor wie BL-Touch usw. ein Upgrade ein Upgrade haben möchten. Weitere Informationen zu Senor finden Sie im Sensor-Datenblatt.

Vorbereitung
- Längere FDM 3D -Drucker LK- oder LK Pro -Serie
- BL-Touch oder andere Ähnlichkeit
- Sensor befestigte Drähte (5Pin)
- Sensorattached Schrauben und Muttern (2 Paare)
- Sensorhalterung (gedruckt .stlmodel)
- USB-Kabel
- Pronterface oder andere serielle Port -Kommunikationssoftware
- 6,8K Ohm- oder 10K Ohm Widerstand (nur Benutzer der LKX -Serie)
-

Verdrahtung
- Ausschalten des Druckers
- Finden Sie die Position des Motherboards und schrauben Sie dann die Mutterbrettabdeckung ab.
- Ziehen Sie den Z-Min-Draht (2 Pin) in Bord ein
- 4. Hauen Sie den Sensor und das Motherboard hoch. Benutzer der LKX -Serie benötigen parallele einen Ohm- oder 10 -k -Ohm -Widerstand von 6,8 km zwischen 5 V Pin und PWM Pin als Bild unten, das angezeigt wird
- Madieren Sie die Mutterbrettbezug
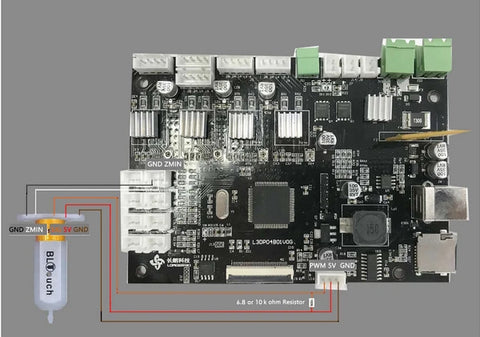
LKX Series Board Kabel benötigen einen zusätzlichen Widerstand

LKX Pro Series Board Verkabelung
Montage
- Entfernen Sie die Z -Axis -Endstoppschalter als Bild unten

Entfernen Sie den Z -Min -Endstoppschalter
2. Verschraubend 2 Schrauben des Kopfmoduls links
3. Mount Bl-Touch als Bild unten angezeigt

Sensor montieren
Ein
- Bestätigen Sie die Verkabelung und Montage von BL-Touch
- Schalten Sie die Druckerleistung ein
- ConnectPC und Drucker mit USB-Cable
- Flash BL-Touch Dedized Firmware. Überprüfen Sie das Firmware-Update-Handbuch, falls Sie benötigen.
- Öffnen Sie die Pronterface -Software, wählen Sie serieller Port (115200 Baudrate). und eine Verbindung zum Drucker herstellen
Z-Offset einstellen
- Bett und Düse aufräumen und sicherstellen, dass keine Materialien festhalten
- Senden Sie M851 Z0, um den Z -Offset -Wert zurückzusetzen
- Senden Sie G28 an die Homing XYZ -Achse
- Senden Sie G1 F60 Z0 an die niedrigere Z -Achse an den Software -Ursprung
- Senden Sie M211 S0 an die inaktivierte Software -Endstop -Funktion
- Legen Sie ein Blatt Papier (oder einen anderen Block von 0,10 mm ungefähr) auf das Bett und verwenden Sie das Pronterface, um die Düse 1 mm um 1 mm zu senken, dann 0,1 mm zu 0,1 mm, bis Sie eine Reibung auf dem Blatt des Papiers spüren (das Papier ist nicht zu Seien Sie verklemmt, aber auch nicht zu frei). Dann das Blatt entfernen.
- Senden Sie M114, um den aktuellen Z -Höhenwert zu erhalten (normalerweise negativ). Der Wert ist der Z-Offset, den wir brauchen.
- Senden Sie M851 Z X.x an Z-Offset (x.x ist der Wert des vorherigen Wertes).
- Senden Sie M500, um aktuelle Einstellungen zu speichern.
- 10. Senden Sie M211 S1, um die Software-Endstop-Funktion erneut zu aktivieren
- Senden Sie G28 Z0 an Homing Z -Achse
- 12. Wenn nicht, wiederholen Sie den Schritt 1 bis 11.
Automatische Nivellierung einstellen
1. Senden Sie G28 in die Homing XYZ -Achse.
2. Senden Sie G29 und warten Sie, bis die Messung der Bettneigung abgeschlossen ist.
3. Senden Sie M500, um die Messwerte des vorherigen Schritts zu sparen.
4. Senden Sie M420 S1, um die Auto -Leveling -Funktion zu aktivieren.
GCODE ersetzen
- Ersetzen Sie mit Neustart -GCODE (im Abschnitt "Anhang) in Ihrer Slicer -Software (Cura, Slic3r, Simplify3d,)
- Spaß haben! :)
Anhang
-BL-Touch Start Gcode-
G21; Metrische Werte
G90; absolute Positionierung
M82; Stellen Sie den Extruder in den absoluten Modus ein
M107; Beginnen Sie mit dem Fan ab
; Bestätigen Sie die Sicherheit der BL-Touch
M280 P0 S160; BL-Touch-Alarmfreigabe
G4 P100; Verzögerung für BL-Touch Homing
G28 x0 y0; Bewegen Sie x/y in Min -Endstops
G28 z0; Bewegen Sie Z nach Min -Endstops
; Bestätigen Sie die Sicherheit der BL-Touch
M280 P0 S160; BL-Touch Alarm Realase
G4 P100; Verzögerung für BL-Touch
; Bettniveau
G29; Auto -Leveling
M420 Z5; Setzen Sie Leveling_Fade_Height
M500; Daten von G29 und M420 speichern
M420 S1; Bettniveau aktivieren
; Vorbereiten Sie Hot-End
G92 E0; Extruder zurücksetzen
G1 Z2.0 F3000; Bewegen Sie die Z -Achse wenig, um das Kratzen des Wärmebetts zu verhindern
G1 X0.1 Y20 Z0.3 F5000.0; Startenposition bewegen
G1 X0.1 Y150.0 Z0.3 F1500.0 E15; Zeichnen Sie die erste Zeile
G1 X0.4 Y150.0 Z0.3 F5000.0; Gehen Sie ein wenig zur Seite
G1 X0.4 Y20 Z0.3 F1500.0 E30; Zeichnen Sie die zweite Zeile
G92 E0; Extruder zurücksetzen
G1 Z2.0 F3000; Bewegen Sie die Z -Achse wenig, um das Kratzen des Wärmebetts zu verhindern
G1 X5 Y20 Z0.3 F5000.0; Bewegen Sie sich um, um den Blob Squish zu verhindern
; -Ende der Bl-Touch-Start GCODE-
Dateien herunterladen:
PC -Software: >>Pronterface-Windows<<
MOUTED BRACKET: >>Klammer<<
Die Firmawares wurden länger kodiert. Sie würden die Firmware herunterladen und direkt aktualisieren:
>>Für LK1 (U20)<<
>>Für LK4 (U30)<<
>>Für Lk5 Pro<<
Wenn Sie installieren Dual Blower KitVerwenden Sie das Dual -BUR -KitMOUTED BRACKET: >>Klammer<< und Download unter Firmware und upgrade direkt:
>>Für LK1 (U20)<<
>>Für Lk1 Plus (U20 Plus)<<
>>Für LK4 (U30)<<
>>Für LK4 Pro (U30 Pro)<<
>>Für Lk5 Pro<<
Wenn wir beim Upgrade eine Frage haben oder von uns Hilfe benötigen, können Sie sich an uns wenden unter support@longer3d.com, LÄNGER Das Support -Team wird Ihnen so schnell wie möglich verfolgen und Ihnen antworten.
Danke
- Die Auswahl einer Auswahl führt zu einer vollständigen Seitenaktualisierung.
Products
Support
Policy
Follow Us
Contact Us
!