









Longer Nano Pro
The world's first 12W portable laser engraver


Christmas Sale
Celebrate this Christmas with LONGER
About Us
With Longer, Make It better





















































Blobs en impression 3D

De nombreux utilisateurs de l'impression 3D, quelle que soit leur expérience, se retrouvent souvent confrontés à un problème ennuyeux qui est vraiment difficile à éliminer: des taches sur la surface extérieure des impressions. Ce phénomène apparaît souvent soudainement, uniquement sur des impressions particulières, même lorsque vous pensez que vous avez trouvé les paramètres de tranchers parfaits pour une qualité d'impression optimale. Nous procédons donc à la variation de la température, de la vitesse, des accélérations, etc., mais malgré cela, le problème n'est pas résolu, mais seulement un peu atténué.
Les blobs sont des dépôts de matériau fondu le long de la surface extérieure d'une impression, prennent l'apparence de "petites boules" et sont difficiles à retirer même en travaillant à la main l'impression en post-production. Ceux-ci se produisent lorsque la buse libère anormalement du matériau fondu, et souvent cela est indépendant des paramètres de tranchers tels que la rétraction et l'écoulement.

Lorsque les mathématiques sont indispensables pour l'impression 3D
En géométrie, un polygone prend un nom et une apparence différents en fonction de son nombre de côtés (segments). En particulier, un polygone composé de 3 segments sera appelé un triangle, composé de 5 segments, sera appelé Pentagone, 6 segments hexagonnes, 10 segments décroissants, ..........., à partir de 1 000.000.000 segments Soyez quelque chose de très similaire à une circonférence, à partir de 1 000.000.000.000 segments ressemblera à presque une circonférence, à partir de 1.000.000.000.000.000.000 Segments seront pratiquement une circonférence.
Ainsi, un polygone de naies N, avec un très grand N et chaque segment très petit, peut être approximé avec un cercle, avec une plus grande précision comme nincrètement. Cette technique est utilisée par des imprimantes 3D pour imprimer une circonférence, la transformant en une série de coordonnées XY de N segments, avec n plus ou moins grand selon le nombre de maillages du modèle STL d'origine. Ainsi, une circonférence est une série d'innombrables segments, chacun de très petite amplitude, fait l'un après l'autre sur le foyer de l'imprimante 3D.
Cependant, ce que l'œil semble être une circonférence très simple, nécessite en fait un coût de calcul élevé pour le tableau principal de l'imprimante 3D, car il est nécessaire de traiter en une fraction de seconde des millions de coordonnées de millions de segments. De plus, selon le nombre de maillages du modèle STL d'origine, l'impression 3D peut souvent devoir traiter beaucoup plus de données que ce n'est suffisante pour atteindre une circonférence parfaite, parfois encore plus que sa capacité matérielle en termes de résolution.
Par conséquent, si par exemple, l'imprimante 3D peut réaliser une circonférence parfaite à partir de 10 000 000 000 000, et c'est également sa résolution maximale, lorsque sa carte principale se trouve pour traiter 1.000.000.000.000.000 segments est possible d'obtenir un résultat optimal avec un coût de calcul inférieur et parce que un tel traitement ne peut pas être mis en pratique en raison des limites matérielles d'une imprimante FDM.
Corrélation entre la géométrie et les blobs
Comme le montre ci-dessus, pour une circonférence simple, une imprimante 3D est confrontée à un calcul très complexe en un rien de temps, souvent un calcul encore plus grand que nécessaire. Il peut donc arriver que le tableau principal ne puisse pas traiter les données à temps, de sorte que le matériel ne recevant pas de coordonnées d'impression ne peut que s'arrêter. Ces arrêts se produisent pendant une période très courte, presque imperceptible, mais elles suffisent à perd la buse de la buse le long du périmètre extérieur de l'impression, formant ainsi une blob.
Par conséquent, quels que soient ses paramètres de découpage, le phénomène Blobs ne peut pas être résolu facilement car il dépend du type de dessin 3D, de son nombre de mailles, de la capacité du concepteur d'origine à le faire et de la capacité de calcul du tableau principal de votre imprimante 3D .
Résoudre le problème
L'approche optimale pour résoudre ce problème serait de manipuler le fichier STL en question, de réduire le nombre de maillages, de le réparer et d'essayer de réduire sa taille en termes de mégaoctets. Cependant, cette opération s'avère souvent complexe, adaptée uniquement aux experts, voire impossible.
D'un autre côté, le Slicer Ultimaker Care est équipé d'une fonctionnalité spéciale et cachée que tout le monde ne connaît pas, ce qui est très utile pour réduire le nombre de mailles d'un objet 3D. Cette option est appelée "Fix de maillage" et vise à réduire le nombre de maillages d'un objet en faisant varier la longueur maximale de chaque segment. De cette façon, en augmentant la distance maximale de chaque segment, au même périmètre, le nombre de segments doit inévitablement être plus petit, et donc le coût de calcul de la carte principale est également réduit. Par conséquent, en traitant le GCODE plus facilement, l'imprimante 3D sera en mesure de traiter un plus grand nombre de déplacements sans souffrir de pauses, et donc de réduire les blobs.
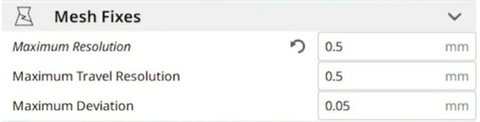
En particulier, en modifiant les paramètres par défaut avec les valeurs ci-dessus, il sera possible de résoudre presque entièrement le problème des blobs, sans modifier la qualité d'impression FDM standard. Il convient de considérer à l'esprit que les imprimantes 3D professionnelles, telles que les imprimantes Ultimaker FDM, adoptent des valeurs par défaut de 0,7 mm sans affecter leur capacité à faire des détails et une résolution.
Si après avoir modifié les paramètres en question devait toujours persister certains blobs sporadiques, il sera possible de résoudre totalement le problème en ajustant légèrement les valeurs de température et de débit vers le bas, la rétraction vers le haut. Alternativement, vous pouvez toujours incrémenter le maillage fixe les valeurs au détriment des détails.
La différence d'impression avec les paramètres de correctifs de maillage standard et personnalisés est immédiatement visible:


Les deux tests ont été effectués en gardant exactement les mêmes paramètres de découpage pour les deux, à l'exception de la variation des valeurs de correction de maillage.
Le fichier STL de test a été modifié, endommagé et réparé trois fois, afin de rendre difficile le traitement du tableau principal.
- Le choix d'une sélection entraîne une actualisation complète de la page.
Products
Support
Policy
Follow Us
Contact Us
!