









Bltouch pour lk1 / lk4 / lk4 pro / lk5 pro / lk5 pro
Introduction
Cet article est d'aider leLK plus long et LK Pro La série 3D imprime les utilisateurs qui souhaitent mettre à niveau avec le capteur de nivellement du lit automatique, comme BL-touch, etc. Plus d'informations sur Senor Veuillez vous référer à la fiche technique du capteur.

Préparation
- Série plus longue FDM 3D Imprimante LK ou LK Pro
- Bl-touch ou autre similaire
- Fils fixés au capteur (5pin)
- Vis et écrous à capteur (2 paires)
- Support de capteur (imprimé .stlmodel)
- cable USB
- Pronterface ou autre logiciel de communication de port série
- 6,8k ohm ou résistance d'Ohm 10k (utilisateurs de la série LKX uniquement)
-

Câblage
- Désactiver l'imprimante
- Trouvez la position de la carte mère, puis vissez le couvercle de la carte mère.
- Unplugthe Z-Min fil (2 broches) dans la planche
- 4. Remplissez le capteur et la carte mère. Les utilisateurs de la série LKX ont besoin de parallèle une résistance de 6,8k ohm ou 10k ohm entre la broche 5V et la broche PWM comme l'image montrant ci-dessous
- Foirer le couverture de la mère
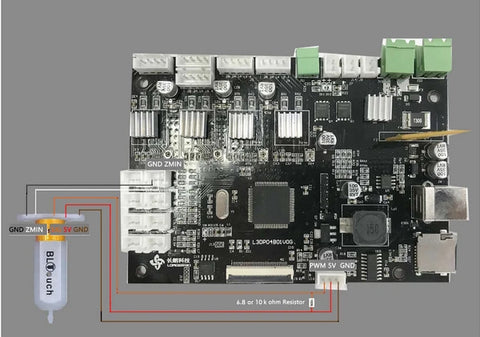
Le câblage de la carte LKX a besoin d'une résistance supplémentaire

Câblage de la carte LKX Pro Series
Montage
- Supprimez l'interrupteur d'arrêt de fin de l'axe z comme image indiquant ci-dessous

Retirez l'interrupteur d'arrêt de fin Z Min
2. visser la vision de 2 vis de module de tête
3. Monter Bl-touch comme une image indiquant ci-dessous

Capteur de montage
Allumer
- Confirmer le câblage et le montage BL-Touch IsComplete
- Allumez l'alimentation de l'imprimante
- ConnectPC et imprimante avec USB-Cable
- Flash Bl-Touch Dédié firmware. Vérifiez le manuel de mise à jour du firmware si vous en avez besoin.
- Ouvrez le logiciel PronterFace, sélectionnez le port série (115200 Baudrate). et se connecter à l'imprimante
Réglage de la décalage z
- Nettoyer le lit et la buse et assurez-vous qu'aucun matériau ne tire sur
- Envoyer M851 Z0 pour réinitialiser la valeur de décalage z
- Envoyer G28 à l'axe XYZ Homing
- Envoyer G1 F60 Z0 à l'axe Z inférieur à l'origine du logiciel
- Envoyer M211 S0 à inactiver la fonction de fin de logiciel
- Placez une feuille de papier (ou un autre bloc de 0,10 mm d'environ) sur le lit et utilisez le pronerface pour abaisser la buse 1 mm par 1 mm puis 0,1 mm par 0,1 mm jusqu'à être coincé mais pas trop libre non plus). Retirez ensuite la feuille.
- Envoyez M114 pour obtenir une valeur de hauteur z actuelle (généralement négative). La valeur est le décalage z dont nous avons besoin.
- Envoyer M851 Z X.X pour définir Z-Offset (x.x est la valeur de la valeur précédente)
- Envoyez M500 pour enregistrer les paramètres actuels.
- 10.ennd M211 S1 pour réactiver la fonction du logiciel
- Envoyer G28 Z0 à l'axe Z Homing
- 12.ennd G1 F60 Z0 pour tester si l'axe Z pouvait revenir à l'origine Z réelle en vérifiant le dégagement entre le lit et la buse si c'est environ 0,1 mm (épaisseur d'une feuille de papier). Sinon, veuillez répéter l'étape 1 à 11.
Réglage du nivellement automatique
1.end G28 à l'axe XYZ Homing.
2. Envoyez G29 et attendant que la mesure d'inclinaison du lit se termine.
3. Penser M500 pour enregistrer les valeurs de mesure de l'étape précédente.
4. Penser M420 S1 pour activer la fonction de nivellement automatique.
Remplacer gcode
- Remplacer avec un nouveau démarrage GCODE (dans la section annexe) dans votre logiciel Sliner (Cura, Slic3r, Simplify3D,)
- Amusez-vous! :)
annexe
- Bl-touch start gcode -
G21; valeurs métriques
G90; positionnement absolu
M82; Définissez l'extrudeuse sur le mode absolu
M107; Commencez par le ventilateur
; Confirmer la sécurité BL-Touch
M280 P0 S160; Libération d'alarme BL-Touch
G4 P100; Retard pour Bl-touch Homing
G28 x0 Y0; déplacer x / y à min
G28 Z0; Déplacer Z à Min Endstops
; reconfirmer la sécurité BL-Touch
M280 P0 S160; Alarme Bl-Touch RealEase
G4 P100; Retard pour BL-touch
; nivellement du lit
G29; Nivellement automatique
M420 Z5; Définir leveling_fade_height
M500; Enregistrer les données de G29 et M420
M420 S1; Activer le nivellement du lit
; Préparer un pavé
G92 E0; Réinitialiser l'extrudeuse
G1 Z2.0 F3000; Déplacer l'axe z peu pour éviter les rayures du lit de chaleur
G1 x0.1 Y20 Z0.3 F5000.0; Déplacer pour démarrer la position
G1 X0.1 Y150.0 Z0.3 F1500.0 E15; Tracer la première ligne
G1 x0.4 Y150.0 Z0.3 F5000.0; Se déplacer un peu à côté
G1 X0.4 Y20 Z0.3 F1500.0 E30; Tracer la deuxième ligne
G92 E0; Réinitialiser l'extrudeuse
G1 Z2.0 F3000; Déplacer l'axe z peu pour éviter les rayures du lit de chaleur
G1 x5 Y20 Z0.3 F5000.0; Déplacez-vous pour empêcher le grésillement
; - fin de Bl-touch start gcode -
Téléchargement des fichiers:
Logiciel PC: >>pronerface-windows<<
Soupchancet Mouted: >>Support<<
Le Firmwares a été Codeed par plus longtemps, vous téléchargeriez directement le firmware et mettriez la mise à niveau:
>>Pour LK1 (U20)<<
>>Pour LK4 (U30)<<
>>Pour LK5 Pro<<
Si vous avez l'installation kit à double ventilation, Utilisez un kit à double ventilationSoupchancet Mouted: >>Support<<, et Téléchargez ci-dessous le firmware et améliorez directement:
>>Pour LK1 (U20)<<
>>Pour LK1 Plus (U20 Plus)<<
>>Pour LK4 (U30)<<
>>Pour LK4 Pro (U30 Pro)<<
>>Pour LK5 Pro<<
S'il y a une question ou un besoin d'aide de notre part lors de la mise à niveau, n'hésitez pas à nous contacter à support@longer3d.com, PLUS LONG L'équipe d'assistance suivra et vous répondra dès que possible.
Merci
- Le choix d'une sélection entraîne une actualisation complète de la page.
Products
Support
Policy
Follow Us
Contact Us
!