










Longer Nano Duo
Engrave Like a Master
About Us
With Longer, Make It better























































BlTouch per LK1 / LK4 / LK4 Pro / LK5 PRO Livellamento
introduzione
Questo articolo è di aiutare ilLK e LK Pro più lunghi Gli utenti delle stampanti 3D serie che desiderano aggiornare con il sensore di livellamento del letto automatico, come BL-Touch, ecc. Ulteriori informazioni su Senor si prega di fare riferimento al foglio dati del sensore.

Preparazione
- Serie LK o LK Pro più lunghe FDM LK o LK
- Bl-touch o altri simili
- Fili collegati al sensore (5pin)
- Viti e dadi sensortache (2 paia)
- Monte del sensore (stampato .stlmodel)
- cavo USB
- Pronterface o altro software di comunicazione della porta seriale
- Resistenza da 6,8k ohm o 10k ohm (solo utenti della serie LKX)
-

Cablaggio
- Spegnere la stampa
- Trova la posizione della scheda madre, quindi avvita il coperchio della scheda madre.
- Scollegare il filo Z-Min (2 pin) nella scheda
- 4. Accendi il sensore e la scheda madre. Gli utenti della serie LKX hanno bisogno di parallelo un resistenza da 6,8k ohm o da 10k ohm tra il pin da 5 V e il pin PWM come l'immagine che mostra di seguito
- Rovinare la copertina
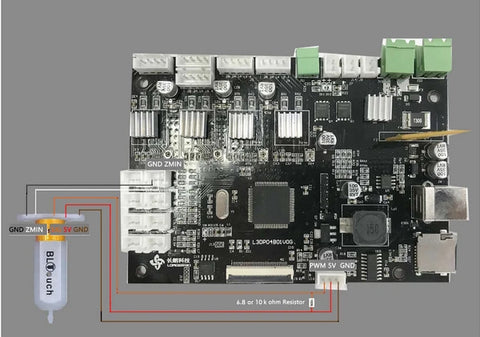
Il cablaggio della tavola della serie LKX necessita di resistenza extra

Cablaggio della scheda Serie LKX
Montaggio
- Rimuovi l'interruttore di arresto dell'asse Z come immagine che mostra di seguito

Rimuovere l'interruttore di arresto End Min Z
2. Screvi a sinistra 2 viti del modulo di testa
3. Montare BL-touch come immagine che mostra sotto

Sensore di montaggio
Accensione
- Conferma il cablaggio BL-touch e il montaggio
- Accendi la potenza della stampante
- ConnectPC e stampante con USB-Cable
- Flash BL-touch firmware dedicato. Controllare il manuale di aggiornamento del firmware se è necessario.
- Apri il software pronterface, seleziona la porta seriale (115200 baudrate). e connettersi alla stampante
Regolazione dell'offset z
- Pulisci letto e ugello e assicurarsi che nessun materiale si attacchi
- Invia M851 Z0 per ripristinare il valore di offset z
- Invia G28 all'asse di Homing XYZ
- Invia G1 F60 Z0 all'asse Z inferiore all'origine del software
- Invia M211 S0 a Inattivare il software Endstop Function
- Posizionare un foglio di carta (o un altro blocco di 0,10 mm approssimativamente) sul letto e utilizzare la portata per abbassare l'ugello 1 mm di 1 mm, quindi 0,1 mm per 0,1 mm fino a quando non si sente un attrito sul foglio di carta (la carta non deve Sii inceppato ma neanche troppo libero). Quindi rimuovere il foglio.
- Invia M114 per ottenere il valore di altezza z corrente (di solito negativo). Il valore è l'offset z di cui abbiamo bisogno.
- Invia M851 Z X.x per impostare Z-offset (x.x è il valore del valore precedente)
- Invia M500 per salvare le impostazioni correnti.
- 10.send M211 S1 per riattivare la funzione di endstop del software
- Invia G28 Z0 all'asse di Homing Z
- 12.send G1 F60 Z0 per testare se l'asse Z potrebbe tornare all'origine z effettiva controllando il gioco tra letto e ugello se è di circa 0,1 mm (spessore di un foglio di carta). In caso contrario, ripeti il passaggio da 1 a 11.
Regolazione del livellamento automatico
1.Send G28 per l'asse XYZ di Homing.
2. Invia G29 e in attesa di completare la misurazione dell'inclinazione del letto.
3.Send M500 per salvare i valori di misurazione del passaggio precedente.
4.Send M420 S1 per attivare la funzione di livellamento automatico.
Sostituire GCode
- Sostituire il nuovo start gcode (nella sezione Appendice) nel software Slicer (CURA, Slic3R, Simplify3D,)
- Divertiti! :)
Appendice
-bl-touch start gcode-
G21; valori metrici
G90; posizionamento assoluto
M82; Imposta Extrusder sulla modalità assoluta
M107; Inizia con il ventilatore
; Conferma la sicurezza BL-touch
M280 P0 S160; Rilascio di allarme BL-touch
G4 P100; Ritardo per la casa BL-touch
G28 X0 Y0; Sposta X/Y a Min Endstops
G28 Z0; Sposta da z su min endstops
; riconfermare la sicurezza BL-touch
M280 P0 S160; BL-touch Alarm Alarm Realase
G4 P100; Ritardo per bl-touch
; livellamento del letto
G29; Livellamento automatico
M420 Z5; Imposta Leveling_Fade_Height
M500; Salva i dati di G29 e M420
M420 S1; Abilita il livellamento del letto
; Preparare il caldo
G92 E0; Ripristina Extrusder
G1 Z2.0 F3000; Spostare l'asse Z su poco per evitare il graffio del letto di calore
G1 X0.1 Y20 Z0.3 F5000.0; Passa alla posizione di inizio
G1 X0.1 Y150.0 Z0.3 F1500.0 E15; Disegna la prima riga
G1 X0.4 Y150.0 Z0.3 F5000.0; Spostati un po 'sul lato
G1 X0.4 Y20 Z0.3 F1500.0 E30; Disegna la seconda riga
G92 E0; Ripristina Extrusder
G1 Z2.0 F3000; Spostare l'asse Z su poco per evitare il graffio del letto di calore
G1 X5 Y20 Z0.3 F5000.0; Muoviti per prevenire Blob Squish
; -Fine del bl-touch start gcode-
Download dei file:
Software per PC: >>pronterface-windows<<
Staffa rotalata: >>Fascia<<
La Firmwares è stata codeed di più a lungo, scaricheresti direttamente il firmware e aggiorneresti:
>>Per LK1 (U20)<<
>>Per LK4 (U30)<<
>>Per Lk5 Pro<<
Se hai installazione kit a doppio soffiatore, Usa il kit a doppio ventilatoreStaffa rotalata: >>Fascia<< e Scarica sotto il firmware e aggiorna direttamente:
>>Per LK1 (U20)<<
>>Per Lk1 Plus (U20 Plus)<<
>>Per LK4 (U30)<<
>>Per LK4 Pro (U30 Pro)<<
>>Per Lk5 Pro<<
Se c'è qualche domanda o necessita di assistenza da parte nostra durante l'aggiornamento, non esitare a contattarci a support@longer3d.com, PIÙ A LUNGO Il team di supporto seguirà e ti risponderà al più presto.
Grazie
- La scelta di una selezione comporta un aggiornamento dell'intera pagina.
Products
Support
Policy
Follow Us
Contact Us
!